

高密度聚乙烯(HDPE)管材,目前市场应用已十分广泛,不仅在给水、燃气输送方面,而且在化工、疏浚、管道修复方面也广泛应用。聚乙烯(PE)管材优异的焊接连接方式、卫生环保、耐腐蚀、低摩阻,工程造价低等优点,已为人们所共识。PE管材生产加工看似较为简单,但从质量、成本、管材长期性能等方面看需要正确认识和提高PE管材生产技术和质量控制尤为重要。现将笔者二十几年来的生产技术和质量问题总结如下。
1 管材壁厚控制
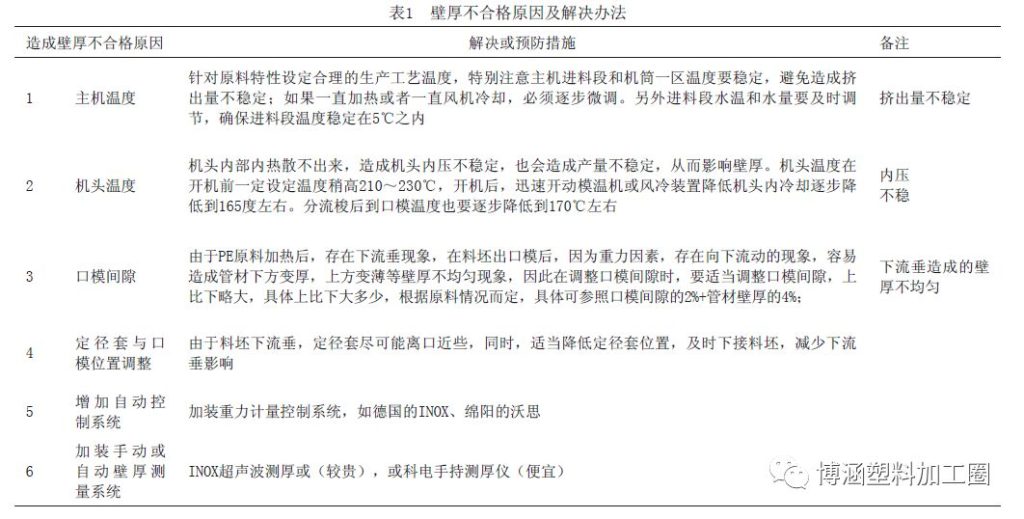
PE管材的壁厚问题涉及到管材的耐压问题,管材的壁厚控制也涉及到生产成本问题。管材壁厚指标是管材质量控制的最重要的参数,壁厚不合格属于产品质量严重不合格项目,因此对管材壁厚的控制至关重要。造成管材壁厚不合格的原因是主机的挤出量不稳定造成的,一方面是原料的熔体流动速率(MFR)不稳定不稳定,更重要的是生产过程的设备主机和机头的温度,另一方面是因为PE原料下流垂严重、机头口模间隙不合适造成的。具体解决和预防措施见表1。
2 管材平均外径控制
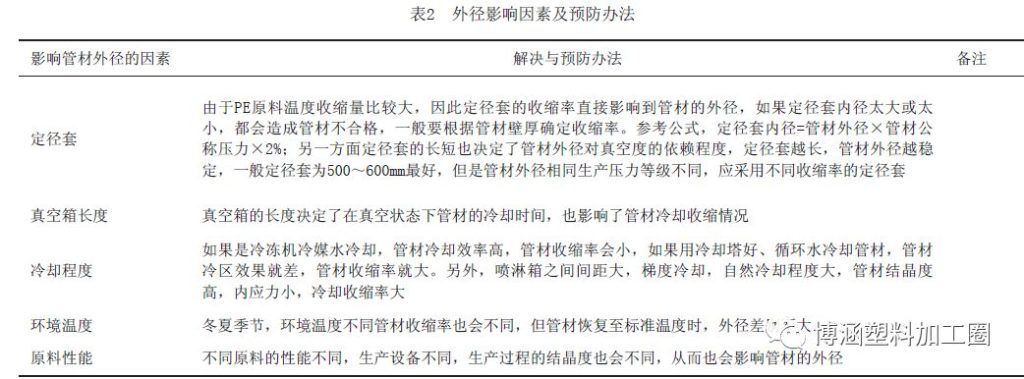
造成管材外径不合格的原因很多,管材平均外径不合格,会造成管材热熔或电熔焊接时,无法保证焊接质量,甚至于因为错口太大无法焊接,因此管材外径控制也很重要,生产企业必须认真对待,一方面必须确保合格,符合国家标准,另一面要确保稳定,具体情况见表2。管材生产圆周(外径)控制具有滞后性,等完全冷却圆周或外径定型后,需要几个小时,有时会造成严重不合格品或废品,笔者根据大量数据总结分析以及所学理论,形成如下圆周或外径计算公式,利用该公式,可提前预知或测算真空槽后面圆周应该多大,管材完全冷却后,管材外径或圆周一定合格。公式如下:

式中:P为主机产量,kg/h;
DN 为管材公称外径,mm
L为生产线冷却系数,针对每条线有基本固定的冷却系数;
C为从管材在真空箱圆周直到管材完全冷却下来后,管材圆周收缩量PE315线L约为6×10-4,PE630线L约为3.8×10-4。每个厂家生产线冷却系数只要带入一个规格,就可推算出冷却系数为多少,其他规格直接使用该冷却系数即可。
3 不圆度控制
管材生产过程容易出现管材不圆的现象,管材不圆,容易造成焊接困难,因此管材的不圆度问题也要注意。造成管材不圆度超标的因素,一方面管材半圆托板太少,不合格;另一方面管材圆度校正仪矫正不到位或者矫正过度。另外,造成管材不圆度超标的原因,关键还是壁厚问题,壁厚不均圆,也容易造成管材不圆,想办法解决管材壁厚均匀度才是解决管材不圆度的根本问题;另外管材在生产过程中,由于喷嘴阻塞,冷却不好。或者喷嘴喷水角度不合理,造成管材在生产过程中,冷却不均匀,也是造成管材不圆度超标的主要原因。
另外,管材存放环境差,堆放太高,管材露天堆放,夏天地表温度太高,在过应力作用下,就会造成管材椭圆度超标。
4 内壁沟槽
大口径管材内壁开机时,容易出现内壁沟槽现象。造成内壁沟槽的原因,是管材下流垂造成的,机头内部温度太高,管材太厚蓄热太多,造成管材冷却不好,料坯下滑造成沟槽。解决措施仍然要降低机头内部温度,必要时降低主机速度,加大冷却。
5 糊料现象
管材糊料多,管材出现糊料现象,是工艺温度太高,或者原料加热时间太长,造成原料老化,混配料炭黑含量高,原料耐温较差,生产过程中必须注意原料加热时间不要太长,同时加工温度不要太高。生产结束后或者生产过程中断时间久时及时降温保温,另外色母料不合格也容易造成糊料现象。
6 缩口现象
管材缩口现象、断裂伸长率不合格、焊接面出现气孔、管材弯曲严重,管材水点、管材波纹现象都是容易出现的生产现象。生产技术人员必须结合设备状况、原料状况,及时分析原因,透过现象看本质,才能不断总结出原因,以便及时预防及时解决。
7 PE管材屈服强度、拉伸强度低
PE管材力学性能指标必须合格:屈服强度>20MPa、拉伸强度>16MPa生产所需原料配方必须符合相应要求。选用主料时,必须选用PE100级原材料,原料必须洁净,不能添加任何回收料,也不能含有其他任何杂质,国内原料如上海石化YGH041或YGH041T、天津石化PN049、齐鲁石化DGDB2480,国外原料如北欧化工HE3490等。另外生产过程添加黑色母时必须混合均匀,色母料必须选用管道专用,甚至于薄膜级黑色母料,炭黑含量2%~2.5%,炭黑分散必须<3级。另外,生产温度与工艺,必须确保塑化效果好。只有这样,才能确保管材本体屈服强度、拉伸强度强度高。
8 PE管材的耐开裂应力能力
PE管材在运输、施工中,管材的表面必然会造成不同程度的划伤,有些情况下甚至于非常严重。划伤深度不得超过管材壁厚的10%,但是管材在使用过程中,可能有小小的划伤,会造成管材应力集中,从而造成管材破裂。因此在原材料选用和原料配方、以及生产工艺设定时,必须确保管材塑化良好,PE管材内分子链的各向同性,决不能造成各向异性;分子交联度不能降低;不能因剪切造成分子链断裂或低分子析出,造成分子量分布不合理。另外,目前国内外也有专门的抗划痕专用原料,如PN-049RC、YGH041RC就是理想的专用料。
9 结束语
PE管材加工过程经常出现的一些问题,笔者结合工作经验,对生产中出现的如壁厚不合格,不圆度超标,外径不合格、内壁沟槽、糊料等现象进行分析并提出解决办法。
参考文献
[1] 樊新民,车剑飞. 工程塑料及其应用[M]. 第2 版,2016.
[2] 王玫瑰,徐百平. 塑料挤出成型技术.2011.
[3] 李红元,李斐隆. 塑料管材与加工,2012.
[4] 刘敏,王加龙. 塑料挤出成型,2009.
[5] 刘西文,杨中文. 塑料挤出工(中、高级)培训教程[JM].2013.
[6] GB/T13663-2000 给水用聚乙烯管材标准[S].
[7] GB15558-2015 燃气用埋地聚乙烯管道系统[S].
来源:勘探开发
作者:张云爱
评论